5.2 ���
����Ȼ����չ�������¹۲��������������ÿ�����ȡ��ɫ���ȡ�
5.3 ���
5.3.1 ����
5.3.1.1 ����������
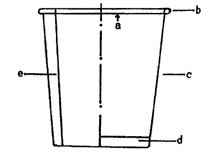
��������ƽ����һ���ձ�������m1����ȷ��0.1 g������¼��
�������¶�(23�� 1)���ˮװ�뱭�ڣ�������ˮ����ߴ��뱭��ƽ����ƽ���ٳ�������m2������¼��
����ʽ���㣺
����ʽ�У�V ֽ��������mL��
m1 �ձ�������g��
m2 ʢ��ˮ�ı���������g��
r ˮ���ܶȣ�g/mL��
5.3.1.2 ������
��������ֽ���Ĺ��ȡ��Ӧ��������Ͳ��
������(23�� 1)�����µ�ˮ���뱭����ˮ����ߴ��뱭��ƽ����ƽ��
������ˮС�ĵ�����Ͳ�ڣ�����������¼��
5.3.2 ֽ���ߴ�ƫ��
�����þ���Ϊ0.02 mm�����߲���������¼��
5.4 ��������
5.4.1 ����
�������¶�Ϊ(23�� 1)���ˮע���������л����¶�Ϊ(90�� 5)����ˮע�������������ܱ��У�ע���뱭��ƽ��Լ6 mm��Ȼ�����һ��ɲ������ƽ���ϣ�30 min�۲첣��(ƽ)�����Ƿ���ˮӡ��
5.4.2 ����ͦ��
������ͼ2��ʾ��������������ͦ�������ǵĻ̨���ϣ����ڻ̨��ʹѹ���ƵIJ������뼬��װ�õĶ˵�ӽ����ӵIJ�ڣ���Ӵ����뱭����Լ�ڱ��ߵ�1/3����
��������ѹ���Ƶ�λ�ã�ʹѹ���Ʋ���ͷ�պô�ֱ�Ӵ������IJ�ڣ�����ѹ���Ƶ���㣬Ȼ���Ͻ���λ��˿��
����ת�����ְ���ʹ������ǰ�ƶ�(9.5�� 0.5) mmԼ1 s���˻ذ��֣���¼�������ϵ����ʾֵ��Ϊ������ͦ�ȡ�
5.4.3 ����ǿ��
�����ѱ����÷���ƽ���ϣ��ٷ�1 000 g����ѹ10 min���۲챭�ӵ����μ���ϲ����÷������κη��롣
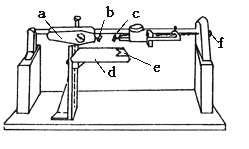
a�D��������b�D��Ӵ�ͷ��c�D�ҽӴ�ͷ��d�D�̨��e�D��λ�飻f�D���ְ���
ͼ2 ֽ��ͦ��������ʾ��ͼ
5.5 ����ָ��
5.5.1 ��GB/T 3561�Ĺ涨���м��顣
6 �������
6.1 ����
��Ʒ����Ϊ��λ�������գ���ͬһ����ԭ�ϣ�ͬһ������������Ϊһ����ÿ�����ó���10�����
6.2 ����
����GB/T 2828������������ö������������ķ����������ۡ��������ܵij������ˮƽ�ͺϸ�����ˮƽ������5�涨���С�
6.3 ��ʽ����
������ʽ����Ϊ�����飬������ĿΪ������ȫ��������Ŀ�����������֮һʱ��һ��Ӧ������ʽ���顣
a) �²�Ʒ���ϲ�Ʒת�����������ƶ��ͣ�
b) ��ʽ�����ı��������ջ�ʹ����ԭ�����������ֿ���Ӱ���Ʒ����ʱ��
c) ��������ʱ��ÿ�����ٽ���һ����ʽ���飻
d) ͣ�������������ٻָ�����ʱ��
e) �������������ϴ���ʽ�����нϴ����ʱ��
f) ���������ල�������������ʽ�����Ҫ��ʱ��
6.4 ��ʽ������ж�
������ʽ����Ľ���ж�����5���У���һ��ϸ���Ϊ��ʽ���鲻�ϸ��������ָ�����һ�����ϸ�Ʒ������Ϊ��ʽ���鲻�ϸ�
6.5 ���ռ���
�������ռ������ĿΪ����ۡ�й©���ܡ�����ǿ�ȣ������ϸ��ж�������5��
6.6 ���ռ�����ж�
�������ռ�����ж���ȫ������ʽ������С�
6.7 ÿ������һ������ָ��ļ��顣
��5
ֽ������������
����������������
������10���













 ͼƬ1 ���
ͼƬ1 ���